摘 要:分析了唐钢1700生产线四辊PC轧机支撑辊轴承烧毁原因。通过提高设备精度,降低轴向力,保证轴承使用寿命。对今后生产及其他工厂出现类似问题具有一定的借鉴意义。
关键词:油膜轴承;轴向力;PC轧机
0 前言
河北钢铁集团唐钢1700生产线投产于2006年初,自2010年10月份以来连续发生两次支撑辊异常损坏,影响了正常的生产秩序,造成了巨大的经济损失。
1 设备工艺情况介绍
1700生产线是一条常规热轧生产线(见图1),共有七架精轧机,F1-F3采用了日本三菱的PC轧机,交叉头位置分别在下辊的工作侧和上辊的驱动侧。发生问题的支撑辊分别在F2和F3机架上,而且均为上支撑辊驱动侧。
观察现场轧制状态,可以明显发现在轧制过程中工作辊有轴向窜动,当带钢抛钢瞬间工作辊及轴承座驱动侧对牌坊有较大冲击。
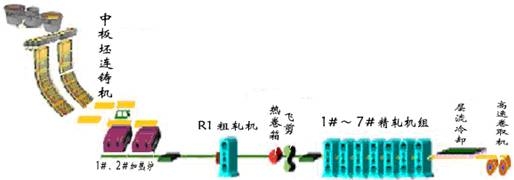
图1 唐钢1700生产流程及设备
2 轴承损坏原因分析
轧制过程中,作用在工作辊和支撑辊上的轴向力分别由工作辊轴承和支撑辊止推轴承承受,造成支撑辊轴承异常损坏的主要原因就是轴向力过大,引起轴向定位的锁紧板损坏。
2.1 轴向力产生原因
普通四辊板带轧机在理想状态下,可以认为没有轴向力的,PC轧机由于辊系交叉,在PC投入过程中本身就会产生一部分轴向力,所以在PC轧机支撑辊选择上就考虑到了一部分轴向力,另外由于轧机制造和装配误差,原料有横向厚度误差,轧机使用过程中有关零部件的磨损和变形等一系列因素的作用,轧机必然会产生轴向力。
2.2 主要轴向力产生因素
由于轧辊辊系间的偏移距离产生的作用,在轧制过程中,支撑辊总是靠紧入口牌坊的一侧,工作辊靠紧出口牌坊的一侧。分析现场情况,造成寻找造成支撑辊巨大轴向窜力的原因,发现PC交叉头位置跑偏,造成工作辊轴线和支撑辊轴线不平行,两辊轴线产生一定的夹角,如图2所示。
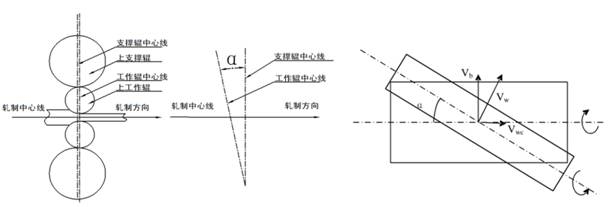
图2
把工作辊的表面线速度沿支撑辊的轴线和轴线垂直方向分解,则所得的分量Vb等于支撑辊表面的线速度Vb,即Vb=Vwcosα=Vb1同时也得到了Vw沿支撑辊轴线的分量Vwc为Vwc=Vwsinα。轧制过程中,辊系受到轧制力P的作用,两辊的接触面是一条窄带,在这条窄带上,两辊沿支撑辊的轴线有一个相对滑动速度Vwc,根据摩擦理论可知道:支撑辊必定要给工作辊一个与Vwc方向相反的滑动摩擦力的作用,而它本身同时受到了一个与Vwc方向相反的滑动摩擦力的作用,即交叉角产生的轴向力。
2.3 其它产生轴向力因素
除了由于轴线不平行引起的轴向力以外,以下因素也会产生轴向力:
A) 轧辊的锥形造成工作辊和支撑辊两端角速度不同而使轴线交叉;
B) 牌坊与辊座的装配;
C) 支撑辊油膜轴承摩擦系数加大或两端油膜轴承润滑条件不同;
D) 万向轴倾角造成的工作辊轴头所受水平分力
不过这些力与因辊系轴线交叉所产生的摩擦力相比起作用很小。
3 预防对策
通过分析支撑辊轴承的异常损坏,根据产生轴向力的原因,结合现场实际情况,以降低轴向力为目标。采取以下几方面治理措施:一是保证PC位置正确,对轧制过程中异常变化及时发现并查找原因;二要加强对机架牌坊精度管理,提高牌坊间隙精度,减小衬板磨损造成轴向力;同时加强对轴承的检查,对衬板磨损情况根据现场实际要定期测量,超出规定范围及时处理,下线后对轴承进行定期探伤检测。
4 结语
目前,关于轧制过程中轴向力有不同程度的研究,根据现场实际情况在生产过程中观察设备工艺条件等因素的变化,及时分析,采取相应措施,完全可以预防和减少类似轧机轧辊异常损坏等事故发生。
参考文献
[1] 方农、曹根生,热轧窄带钢四辊轧机工作辊轴向窜动的原因及解决办法,安徽冶金科技学院学报,2004年10月第14卷第4期 P28。
[2] 王善田、葛 勇,四辊工作辊轴承异常损坏原因分析及对策,山东冶金,2005年2月第27卷第1期。
[3] 高永生,邹家祥,四辊轧机辊系轴向力实验,北京科技大学学报,1995年2月第17卷 第1期。
[4] 张超英,吴晚云,热连轧机组工作辊轴承严重烧损的故障诊断研究,冶金设备,2001年6月第3期。